
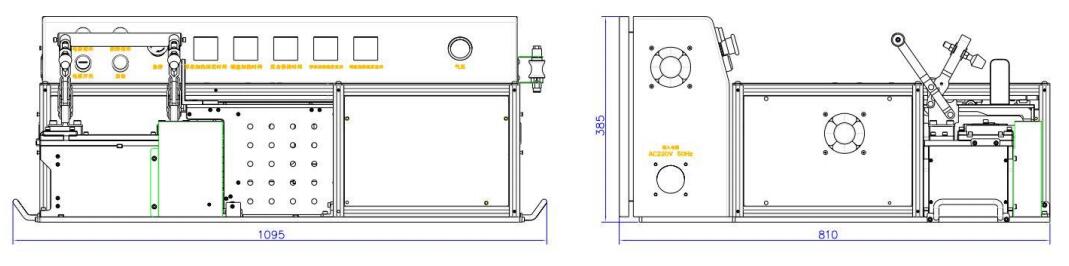
पॉली कार्बोनेट पूल कवर वेल्डिंग मशीन
लैंडी और अन्य के बीच सीलिंग प्रौद्योगिकी कंट्रास्ट
| ब्रैंड | लैंडी | अन्य | अन्य |
| प्रक्रिया | उच्च तापमान गर्म पिघल प्रक्रिया | उच्च आवृत्ति वेल्डिंग प्रक्रिया | गोंद सीलिंग प्रक्रिया |
| प्रोसेसिंग समय | उच्च तापमान गर्म-पिघल प्रक्रिया, लघु शीतलन समय, केवल 10 सेकंड | उच्च आवृत्ति वेल्डिंग प्रक्रिया, कम शीतलन समय, केवल 10 सेकंड | गोंद इंजेक्ट करके तय किया गया, इलाज का समय लंबा है, 10 घंटे से अधिक समय लें |
| सौंदर्यशास्र | वेल्डिंग बिंदु पर केवल एक पंक्ति, साफ और सुंदर | साफ और सुंदर | इंजेक्ट किए गए गोंद की मात्रा को नियंत्रित करना मुश्किल है और सौंदर्य पर थोड़ा प्रभाव पड़ता है |
| सीलिंग प्रभाव | मजबूत वेल्डिंग, कोई ढीलापन नहीं, पानी का प्रवेश नहीं | आसान ढीलापन और पानी का प्रवेश | सूजन में आसान और स्लैट्स को क्रैक करने का कारण बनता है और पानी आसानी से प्रवेश कर सकता है |
| जीवाणुरोधी | मजबूत सीलिंग, अंदर कोई नमी नहीं, अच्छा जीवाणुरोधी गुण | पानी में प्रवेश करना और सूक्ष्मजीवों को प्रजनन करना आसान है | पानी में प्रवेश करना और सूक्ष्मजीवों को प्रजनन करना आसान हैt सूक्ष्मजीवों के कारण गोंद फफूंदी लग जाती है |
| उम्र बढ़ने की घटना | एंटी-एजिंग एजेंट, मजबूत एंटी जोड़ें-उम्र बढ़ने | पानी में प्रवेश करने में आसान और त्वरित उम्र बढ़ने | गोंद उम्र और पीले रंग के लिए आसान है, उपस्थिति और सीलिंग प्रभाव को प्रभावित करता है |
| तस्वीर |
|
|
|
| विस्तृत अनुमान | ★★★★★ | ★★★ | ★★ |


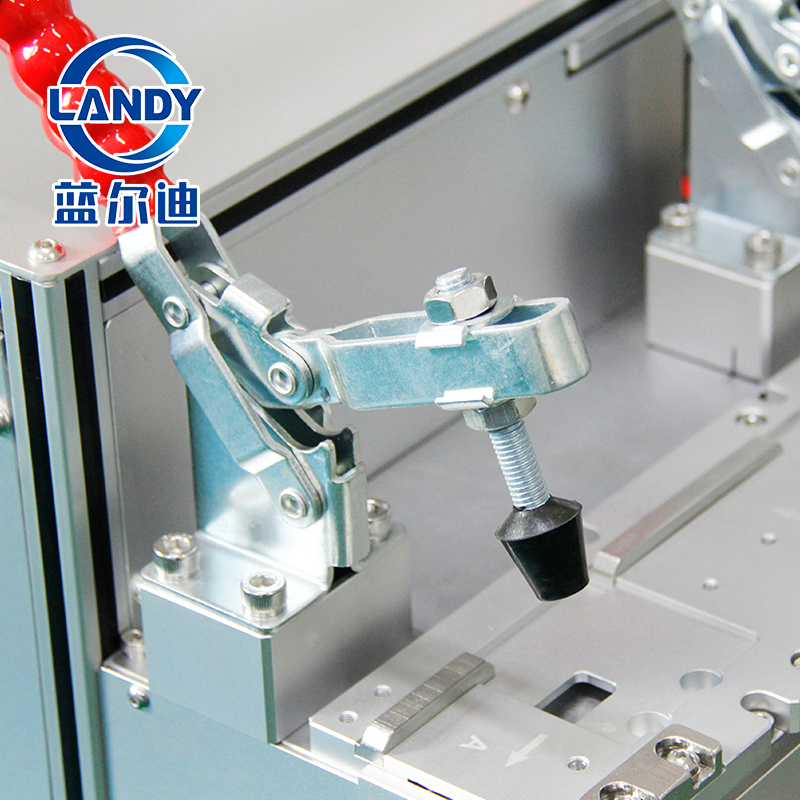
हीट सीलिंग मशीन पर विवरण



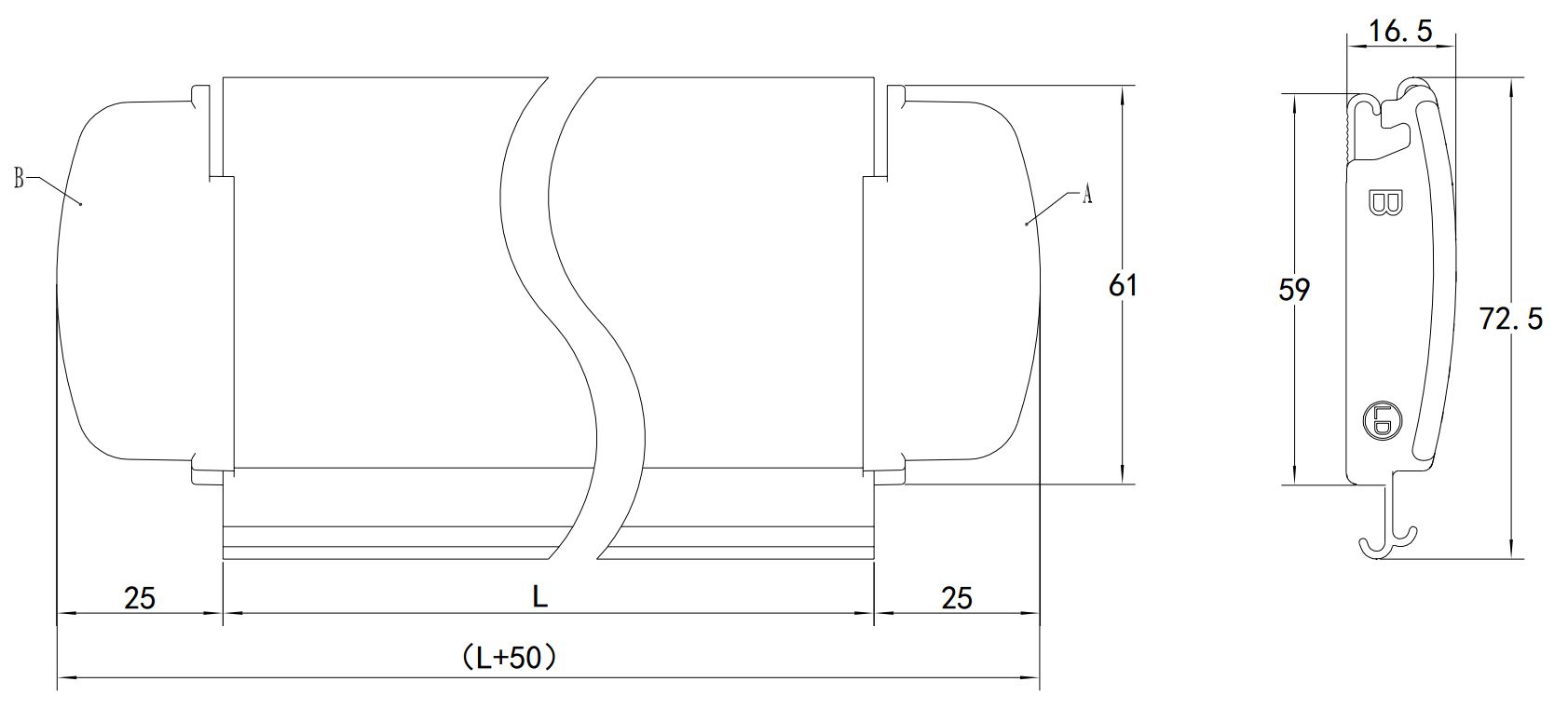
स्लेट के लिए आकार (मिमी)
1. स्लेट काटने की सहनशीलता (लंबाई के लिए) एल 1 मिमी
2. स्लैट कटिंग प्रोफाइल को फ्लैट होना चाहिए, यदि नहीं, जैसा कि निम्नलिखित चित्र दिखाते हैं, यह वेल्डिंग प्रभाव को प्रभावित करेगा, जिसके परिणामस्वरूप स्लैट और अंत के बीच वेल्डिंग भाग पर्याप्त दृढ़ नहीं होगा, और पानी का रिसाव आसान होगा
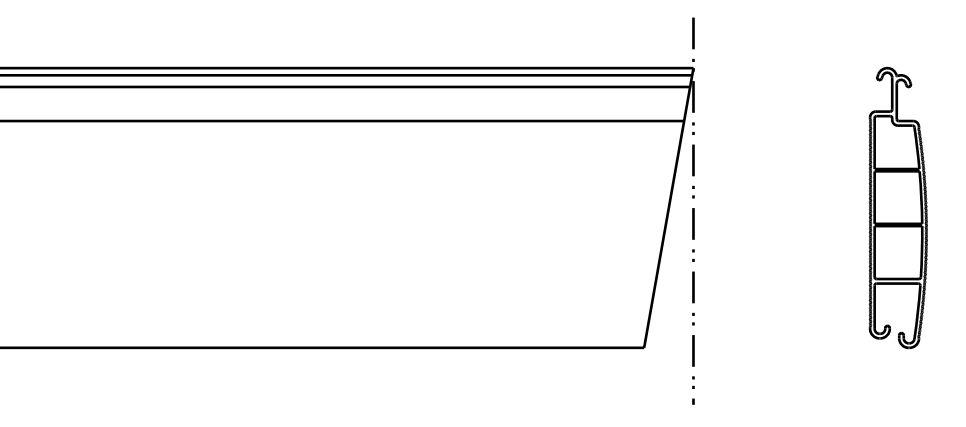
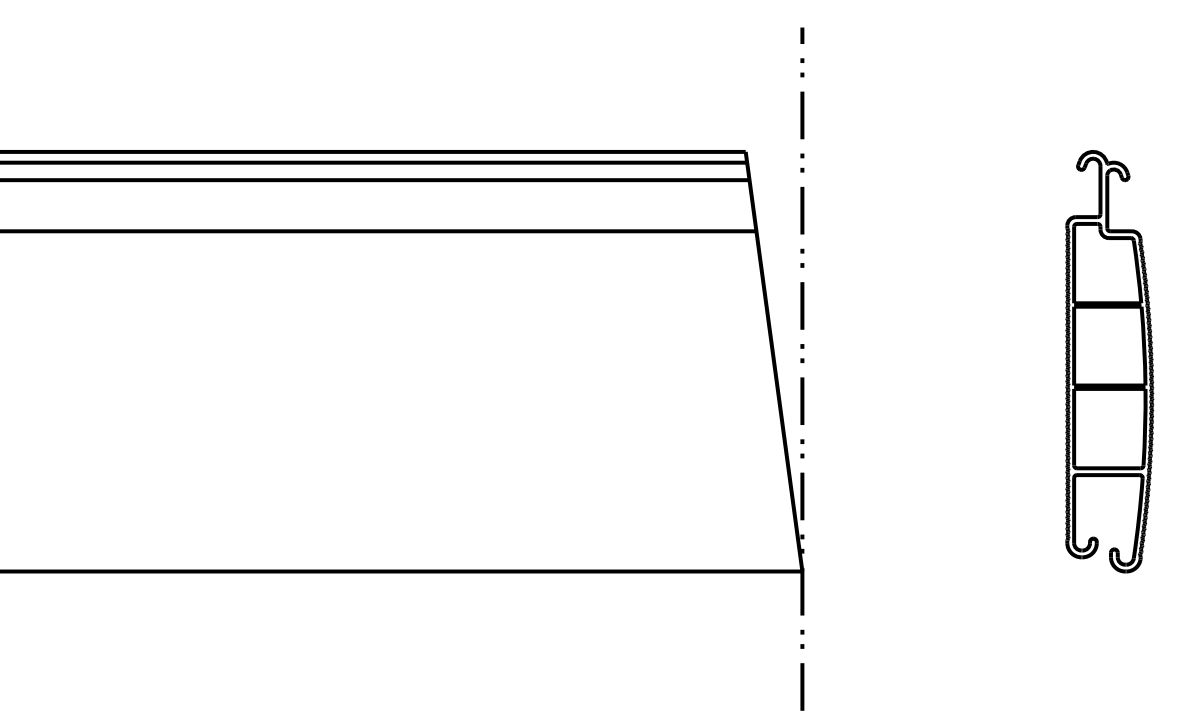


3. काटने के बाद, स्लेट के अंदर और बाहर टुकड़े को साफ करने की आवश्यकता होगी
स्लेट और अंत के लिए वेल्डिंग
1. वेल्डिंग परिष्करण के लिए आकार (मिमी)
2. स्लेट और अंत के बीच वेल्डिंग असेंबली की वेल्डिंग शक्ति परीक्षण, पानी की जकड़न परीक्षण
डिटेक्शन फ्रीक्वेंसी:पहला टुकड़ा निरीक्षण, उत्पादन के दौरान नियमित नमूना निरीक्षण
पता लगाने का तरीका:
वेल्डिंग की ताकत:वेल्डिंग वाले हिस्से को जोर से तोड़कर देखें कि क्या अंत ढीला है और गिर गया है;
वाटर टाइटनेस टेस्ट:वेल्डिंग वाले हिस्से को पानी में डालकर कुछ देर के लिए भिगो दें।दृष्टि से जांचें कि स्लेट में पानी है या नहीं。
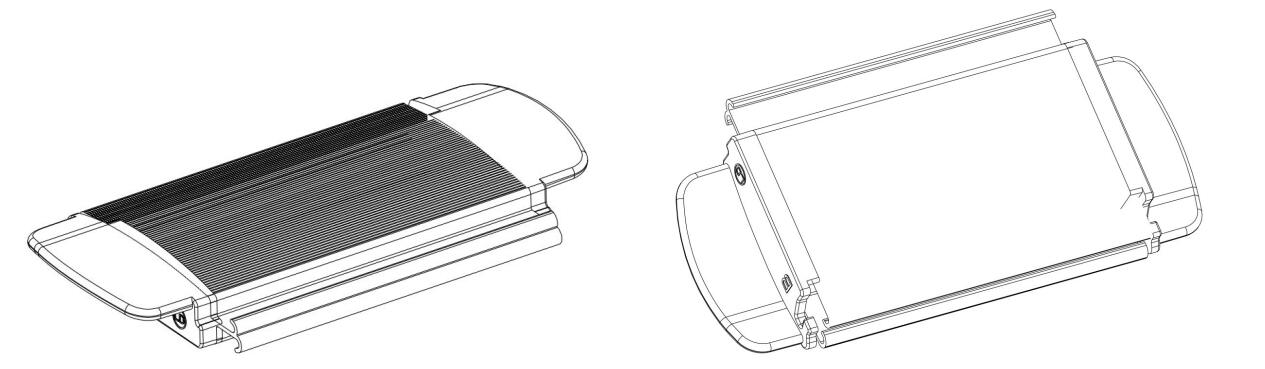
3. वेल्डिंग असेंबली चित्रों के रूप में दिखाती है
-

किसी भी शुद्ध नीले रंग के साथ 1.5 मिमी पीवीसी लाइनर
-

स्वचालित आइवरी अलगाव पॉली कार्बोनेट पूल कं...
-
कठोर पीसी स्लेट वापस लेने योग्य स्वचालित पूल कवर ...
-

DIY ऊपर ग्राउंड स्विमिंग पूल पीवीसी लाइनर
-

पीवीसी विनील 1.2 मिमी 1.5 मिमी ब्लू स्विमिंग प्लास्टिक पू...
-

स्वचालित पॉली कार्बोनेट पूल कवर विशेष रूप से डि...





